購買數(shù)量: - + (庫存985件)

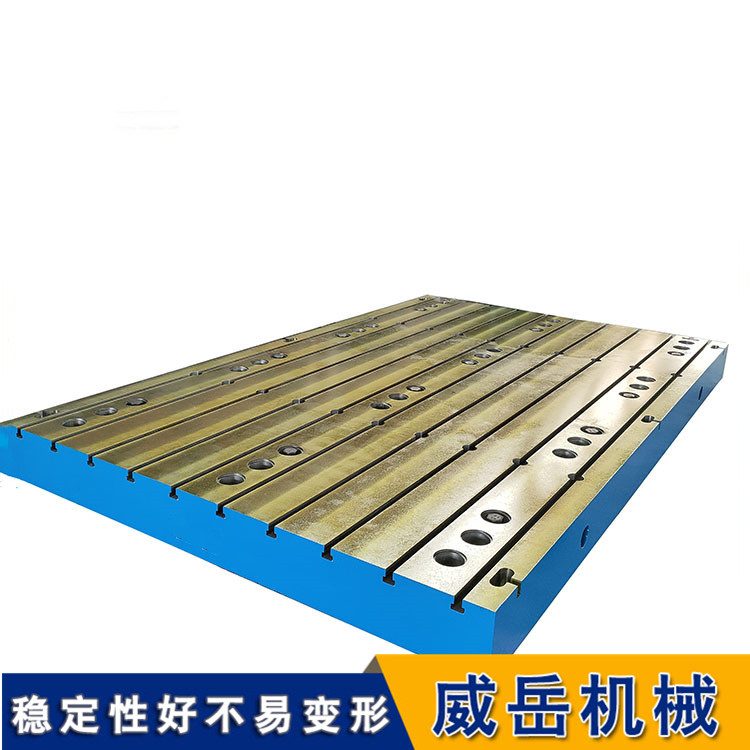
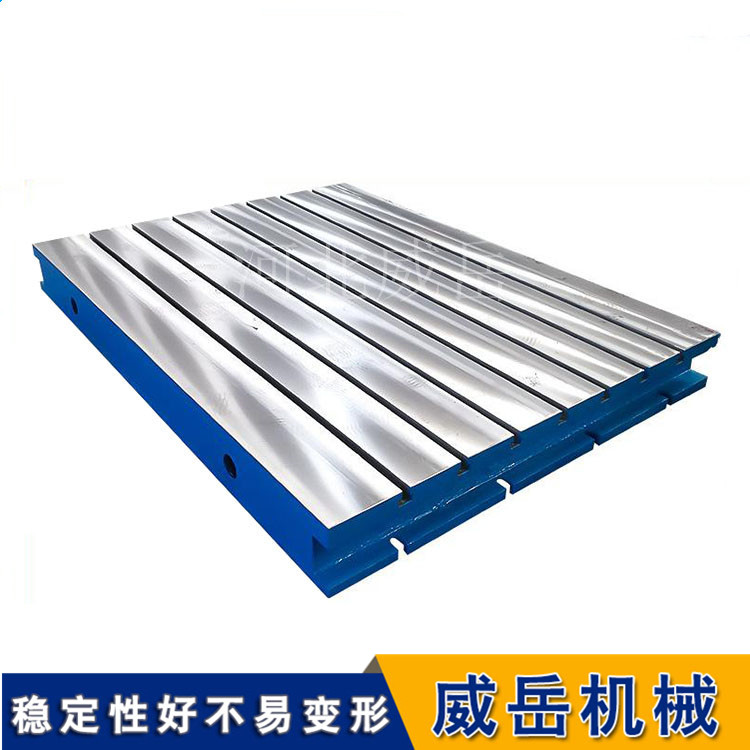
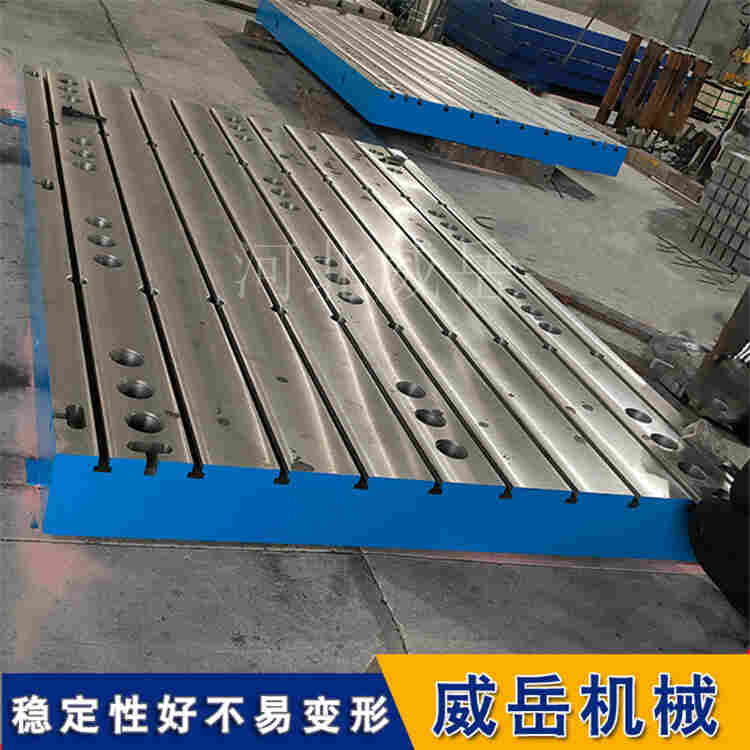
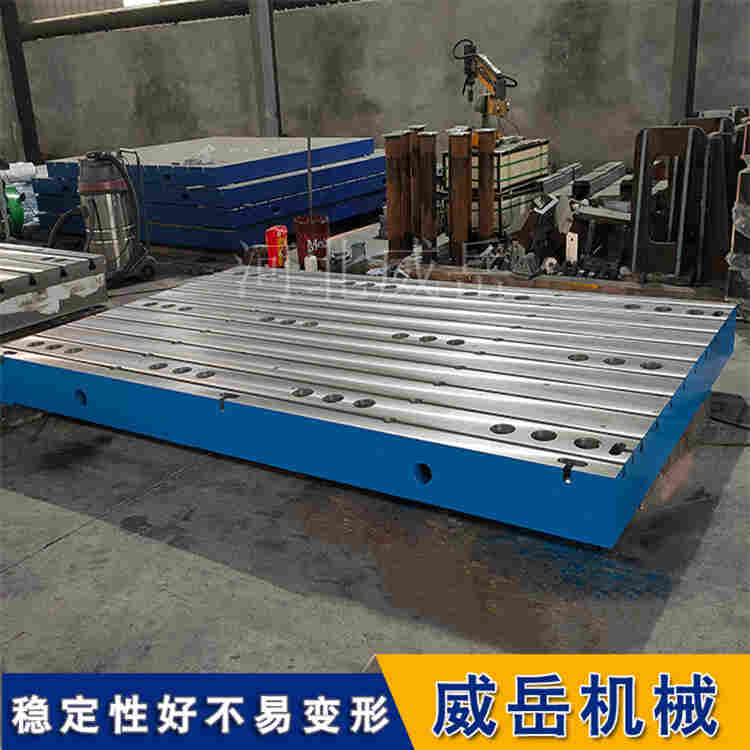
鑄核和心鐵裝配平臺是機(jī)械制造、設(shè)備組裝的基礎(chǔ)工裝,主打高精度定和位與穩(wěn)定承載。廣泛用于機(jī)床裝配、機(jī)械部件組裝、設(shè)備調(diào)試、工裝定和位等,適配機(jī)械制造、汽車零部件、模具加工等行業(yè)。
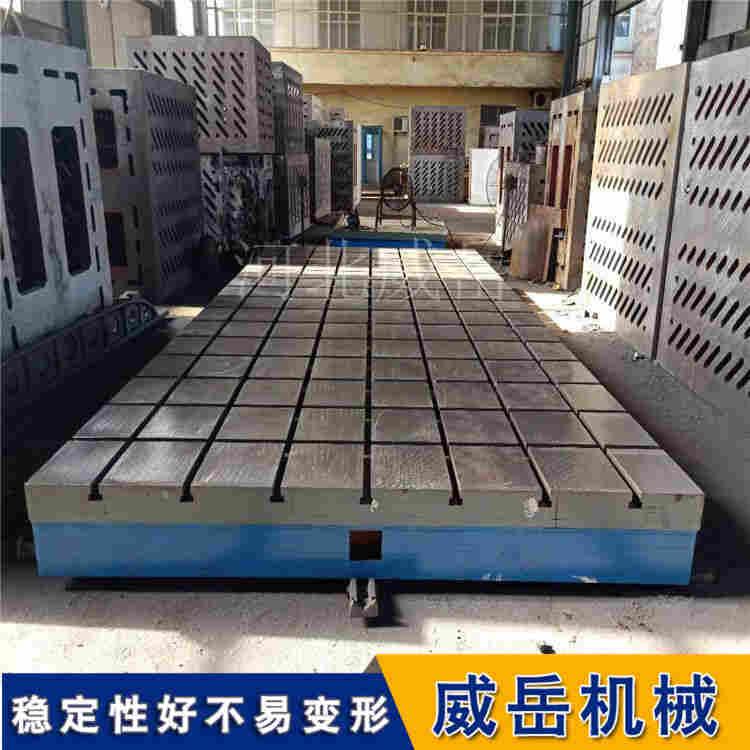
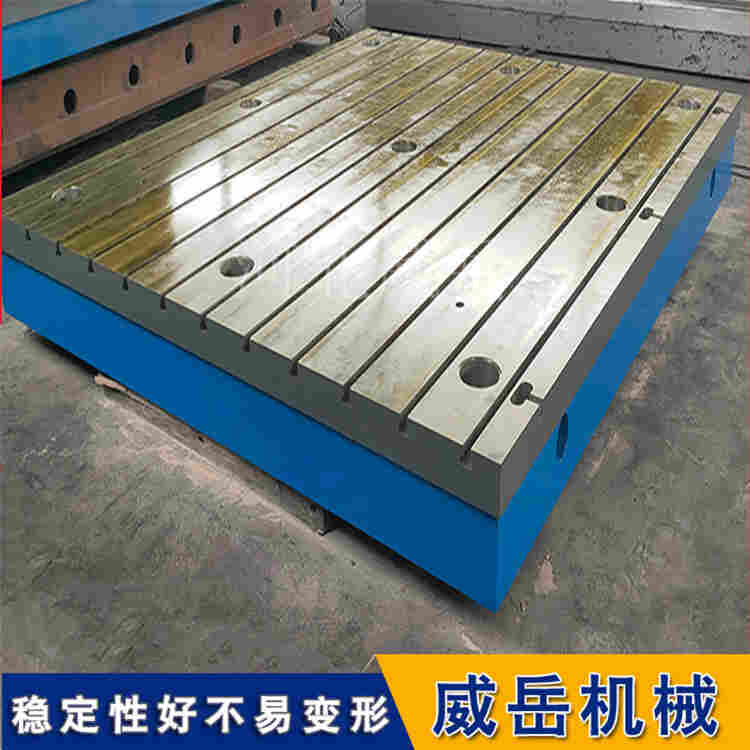
鑄鐵裝配平臺選用 HT200-300 高強(qiáng)度鑄鐵,經(jīng)人工退火(600-700℃)或自然時(shí)效(2-3 年),消除內(nèi)應(yīng)力,工作面硬度 HB170-240。按行業(yè)標(biāo)準(zhǔn)分 0/1/2/3 級,平面度誤差≤0.015mm/m(0 級),適配不同裝配精度需求。標(biāo)準(zhǔn)尺寸 1000×1000mm 至 4000×8000mm,支持定制;箱式 / 筋板式結(jié)構(gòu),工作面帶 T 型槽(槽寬 14-22mm),方便固定工件。承載強(qiáng)(適配 5-50 噸設(shè)備)、精度穩(wěn)、安裝便捷,耐磨損且核和心高。
鑄鐵裝配平臺使用與維護(hù)關(guān)鍵要點(diǎn)
放置規(guī)范:需置于水平地面,固定牢固,避免虛載;工件輕放,禁止硬磕工作面。
負(fù)載控制:不超額定承載,重物均勻分布,單點(diǎn)受力集中。
清潔防銹:使用后清除鐵屑油污,涂防銹油;長期閑置覆蓋防銹紙,存放于通風(fēng)干燥處。
定期校驗(yàn):每 6-12 個(gè)月檢測平面度,超差及時(shí)刮研修復(fù)。
鑄鐵裝配平臺的日常維護(hù)核和心是「防生銹、防變形、保精度」,以下是適配工業(yè)場景的實(shí)操方法,簡單易執(zhí)行、重和點(diǎn)突出:
一、每日基礎(chǔ)維護(hù)
清潔工作面:使用后及時(shí)清除鐵屑、油污,可用毛刷、抹布擦拭,T 型槽內(nèi)雜質(zhì)用壓縮空氣吹掃,避免劃傷臺面。
檢查外觀:快速查看工作面有無磕碰、劃痕,T 型槽螺紋是否完好,發(fā)現(xiàn)問題及時(shí)標(biāo)記處理。
環(huán)境把控:保持存放 / 使用環(huán)境通風(fēng)干燥,遠(yuǎn)離潮濕、熱源及腐蝕性氣體(如酸霧)。
二、定期維護(hù)(每周 / 每月)
防銹保養(yǎng):每周用干凈抹布蘸防銹油均勻涂抹工作面(薄涂即可),避免銹蝕;潮濕季節(jié)可縮短至 3-5 天一次。
精度校驗(yàn):每月用水平儀檢測平面度,確認(rèn)無明顯偏差;若用于高精度裝配,可增加校驗(yàn)頻次。
緊固檢查:檢查平臺固定螺栓是否松動,底座有無虛跨間隙,及時(shí)調(diào)整緊固。
三、長期閑置維護(hù)
徹和底清潔:閑置前洗凈油污、鐵屑,干燥后厚涂防銹油。
密封防護(hù):用防銹紙 + 塑料膜雙層覆蓋工作面,T 型槽內(nèi)可塞入防銹棉。
存放要求:置于干燥通風(fēng)處,避免堆疊重物,遠(yuǎn)離加工區(qū)域防止磕碰。
四、禁和忌事項(xiàng)(避坑關(guān)鍵)
禁止在工作面上焊接、切割或敲擊,避免臺面變形、精度受損。
不使用尖銳工具刮擦臺面,搬運(yùn)工件輕拿輕放,硬磕硬碰。
避免接觸酸溶液、冷卻液等腐蝕性物質(zhì),若不慎沾染,立即用清水沖洗并擦干上油。
不超額定承載使用,防止結(jié)構(gòu)變形影響精度穩(wěn)定性。
鑄鐵裝配平臺是機(jī)械制造、設(shè)備組裝的基礎(chǔ)工裝,主打高精度定和位與穩(wěn)定承載。廣泛用于機(jī)床裝配、機(jī)械部件組裝、設(shè)備調(diào)試、工裝定和位等,適配機(jī)械制造、汽車零部件、模具加工等行業(yè)。

友情鏈接
關(guān)于我們
|
幫助中心
|
正品保障
|

 京公網(wǎng)安備 11010802023672號
京公網(wǎng)安備 11010802023672號